您好!欢迎进入金晖SMT平台 !
联系我们
SMT二手贴片机买卖 SMT周边设备销售SMT配件及耗材供应 SMT设备保养维修及回收服务
全国咨询热线:
0755-33578694 / 13827293834
网站首页
关于我们
产品中心
SMT贴片机
JUKI重机贴片机
Panasonic松下贴片机
Yamaha雅马哈贴片机
Samsung三星贴片机
Fuji富士贴片机
SMT飞达
JUKI重机飞达
Yamaha雅马哈飞达
Samsung三星飞达
Ipulse天龙飞达
Panasonic松下飞达
SMT吸嘴
JUKI重机吸嘴
Yamaha雅马哈吸嘴
Samsung三星吸嘴
Ipulse天龙吸嘴
SMT马达
JUKI重机马达
Yamaha雅马哈马达
Samsung三星马达
Ipulse天龙马达
SMT板卡
JUKI重机板卡
Yamaha雅马哈板卡
Samsung三星板卡
SMT电磁阀
JUKI重机电磁阀
Yamaha雅马哈电磁阀
Samsung三星电磁阀
Ipulse天龙电磁阀
Panasonic松下电磁阀
SMT驱动器
JUKI重机驱动器
Samsung三星驱动器
Ipulse天龙驱动器
SMT镭射
JUKI重机镭射
Yamaha雅马哈镭射
Samsung三星镭射
SMT配件及耗材
JUKI配件及耗材
三星配件及耗材
雅马哈配件及耗材
天龙配件及耗材
SMT周边设备
印刷机及配件
回流焊设备及配件
新闻中心
行业资讯
公司新闻
解决方案
特色服务
设备回收
设备维修
联系我们
展开
收缩
在线客服
QQ客服
咨询:13827293834
行业资讯
关于我们
产品中心
SMT贴片机
SMT飞达
SMT吸嘴
SMT马达
SMT板卡
SMT电磁阀
SMT驱动器
SMT镭射
SMT配件及耗材
SMT周边设备
新闻中心
行业资讯
公司新闻
解决方案
特色服务
设备回收
设备维修
联系我们
联系我们
服务热线
0755-33578694
联系人:万先生
手机:13827293834
QQ:279583853(微信同号)
当前位置:
主页
>
新闻中心
>
行业资讯
>
富士康SMT技朮及制程讲解
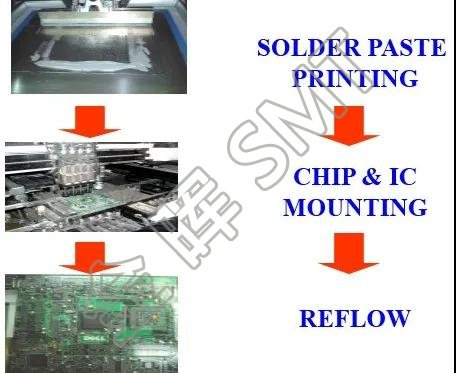
一﹑SMT基本流程介绍
专用名词介绍﹕
SMT: Surface Mounting Technology
表面黏着技术
SMD: Surface Mounting Device
表面黏着设备
SMC: Surface Mounting Component
表面黏着组件
PCBA: Printed Circuit Board Assembly
印刷电路板组装
SMT三大关键工序﹕印刷--贴片--回流焊
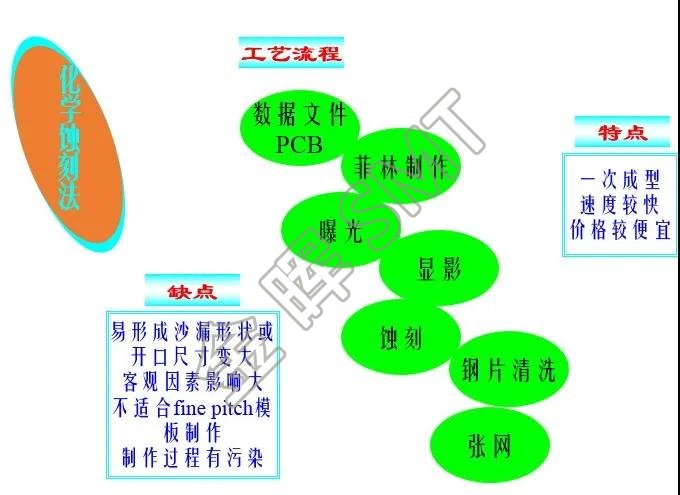
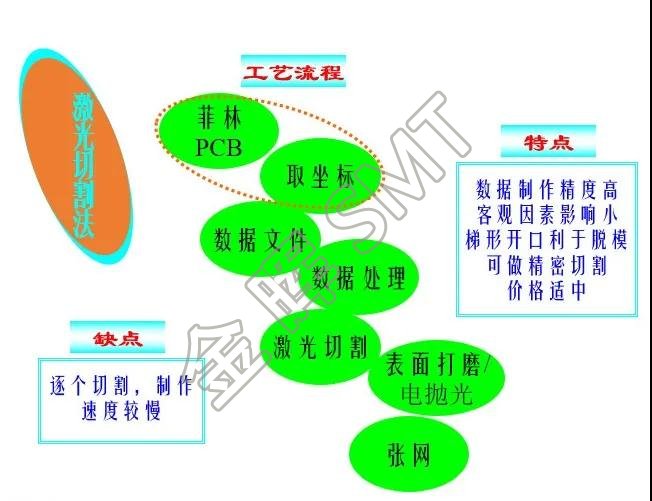
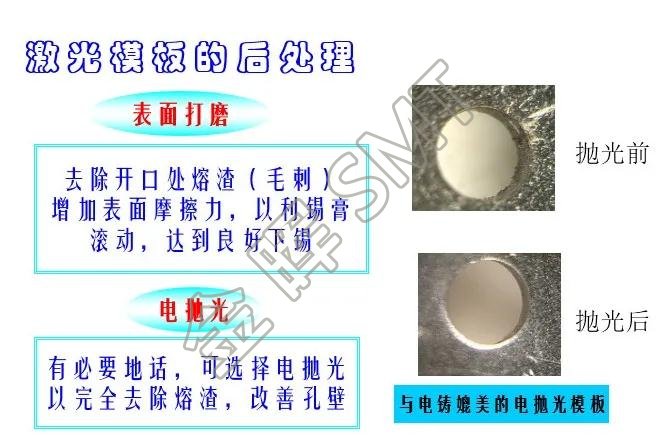
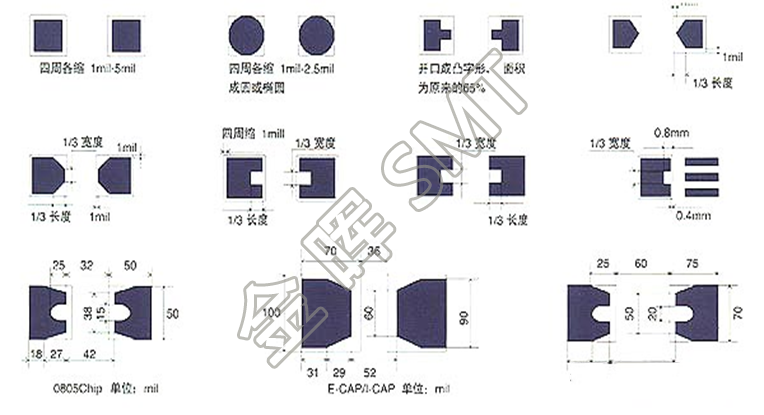
二﹑钢板基础知识
模板设计通用规则
A . 模板钢片厚度的选择
根据PCB 焊盘间距选择焊膏种类,焊球大小;
根据焊球大小,选择钢片厚度;
一般钢片厚度大于 3 个焊球的直径,通常最小组件为0603,钢片取6 Mil,0402 或 0.5 mm Pitch 以下的取5Mil 或更小。
B.对模板进行开口设计时,不能一味地追求宽厚比/面积比而忽略了其它工艺问题,如:连锡、锡珠等
三﹑焊接基本原理
焊接是依靠焊料来填满母材的间隙并与之形成金属结合的一种过程﹐或者说是将比母材熔点低的金属材料熔化﹐使之与母材结合到一起的过程。焊接包括两个过程﹕
1.焊料在被焊金属表面铺展并填满焊隙﹔
2.焊料与被焊金属之间发生相互作用。
实现SMT焊接的关键因素
solderability 即可焊性
flux 即助焊剂
solder 即锡膏
heat 即加热过程
影响可焊性的因素
1、焊料的润湿
2、表面张力
3、润湿程度分类
4、可焊性试验
1.焊料的润湿
在焊接过程中﹐我们把熔融焊料在被焊金属表面形成均匀﹑光滑﹑无裂痕﹑附着良好的合金的过程称为润湿。
可焊性与焊料润湿程度密切相关﹐润湿效果好时﹐可焊性好﹐润湿效果不好时﹐可焊性差
2.表面张力
焊料的表面张力与焊料与被焊金属之间的润湿力方向相反﹐它是不利于焊接的一个重要因素。立碑现象就是因为焊料表面张力不均匀﹐产生焊接缺陷的典型。因此我们要设法降低焊料的表面张力来提高焊接质量。
降低表面张力的方法一般有﹕
a.升高温度
b.改进焊料合金比例
c.增加活性剂
d.改善介质环境﹐即焊料四周采用保护气体
3.润湿程度可以分为四种︰
a.润湿良好︰指在焊接表面留下一层均匀﹑连续﹑光滑﹑无裂痕﹑附着良好的焊料。
b.部分润湿﹕金属表面一些地方被焊料
润湿﹐另一些地方没有润湿
c.反润湿﹕表面起初被润湿﹐但是过后焊
料从部分表面浓缩成液滴。
d.不润湿﹕焊料在金属面未能有效地铺展﹐甚至在外力作用下﹐焊料仍可除去。
4.可焊性测试
可焊性测试的方法有﹕边缘浸渍法﹑焊球法﹑润湿平衡法﹑面积扩展法﹑弯液面上升法等
四﹑常见制程不良分析
1、锡球
SOLDER BALL
CAUSE:预热区升温斜率过快(溶剂汽化时,锡膏飞溅)
ACTION:降低升温斜率
2、灯芯现象
WICKING
CAUSE:零件脚的温度与PCB PAD的温度不一致而造成的
ACTION:延长SOAK的时间,确保零件脚和PCB PAD的温度能达到一致.
3、立碑
TOMBSTONING
CAUSE:回焊时零件两端表面张力不一致而造成的,多发生在小型的CHIP零件上.
ACTION:PCB设计,钢网开孔设计,预热时间﹐零件设计
4、短路
(BRIDGING)
CAUSE:印刷偏移,预热区升温太快,钢网开孔方式
ACTION:确保印刷精度,改善钢网开孔,降低预热区升温斜率.
5.气泡
( VOIDS)
CAUSE : SOLVENT 没挥发完而造成
ACTION : 降低升温斜率 ; 延长恒焊时间
6.裂缝
CRACKS
A、零件产生裂缝
CAUSE : 零件在升温和冷却时,速率过快,产生热应力所致
B、焊点产生裂缝
CAUSE : PROFILE 设置错误 , PAD DESIGN 问题
ACTION : PCB PAD设计中应考虑避免热应力和机械应力的冲击
上一篇:
十大常用电子元器件
下一篇:
SMT元器件封装基础知识